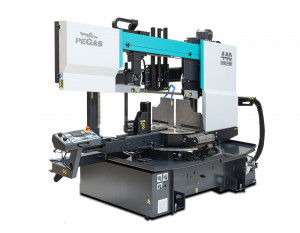
Fierăstrău cu pânză bandă PEGAS-GONDA 440 CALIBER X-CNC
Fierăstrău automat cu pânză bandă cu două coloane, de mare productivitate, cu dispozitiv de avans al materialului, cu avansuri multiple.
Proiectat pentru tăierea performantă a materialelor foarte dure și dure. Construcția este extrem de robustă, optimizată pentru rigiditate maximă și vibrații minime. Deplasarea brațului de tăiere și a dispozitivului de avans se realizează cu șuruburi cu bile rectificate.
Mașina este proiectată pentru tăieri verticale și este ideală pentru producția de serie, putând tăia oțel, metale neferoase și ușoare. Conceptul FCV (Feeder-Cut-Main Vice) permite tăierea materialului în ciclu automat cu cel mai scurt capăt posibil (nu este necesară tăierea separată a capetelor de bară).
Sistemul de Control
Echipat cu automat programabil PLC SIEMENS SIMATIC S7-1500. Acționarea pânzei bandă, deplasarea brațului și a dispozitivului de avans sunt controlate complet de tehnologia SIEMENS.
Displayul color tactil HMI SIEMENS TP 700 COMFORT (7 inchi) permite comunicarea ușoară și afișează condițiile de lucru.
Mașina permite lucrul în două moduri:
CICLUL SEMIAUTOMAT: Operatorul folosește dispozitivul de avans (manual sau prin funcția GTO - Go To Position) pentru avansul exact al materialului.
CICLUL AUTOMAT: Se pot edita 1000 de programe diferite. Un program include setarea completă a tăierii (viteze, lungimi, nr. de bucăți), cu posibilitatea de a seta lungimi și număr de bucăți în 20 de linii de program.
Sistemul ATB (Automatic Transport of Bar) transportă bara exact în zona de tăiere, minimizând capătul de material rămas.
Reglarea avansului de tăiere: Se face cu un sistem controlat de servomotor și șurub cu bile, asigurând precizie (setarea se face direct în mm/min).
Sistem de Reglare Automată (ASR) cu două regimuri de bază:
RZP (Reglarea Zonelor de Tăiere): Permite setarea vitezei optime de avans și a vitezei pânzei în 5 zone diferite.
ARP (Automatic Regulation System): Reglarea automată a vitezei de avans în funcție de rezistența la tăiere/uzura pânzei, cu moduri dedicate:
Modul BIMETAL: Optimal pentru profile, reduce automat avansul când pânza ajunge la material plin.
Modul CARBIDE: Optimal pentru materiale pline, reduce avansul dacă pânza este uzată.
Panoul de control: Situat pe consolă, cu afișaj digital, tastatură din folie de înaltă calitate și buton de siguranță.
Modul de siguranță cu autodiagnosticare. Curent de comandă de joasă tensiune de 24 V.
Construcție
Construcție robustă optimizată pentru pânze banda cu carbură.
Viteza Pânzei: Gamă largă de viteze 15 – 150 m/min.
Mișcarea Cadrului/Brațului: Pe ghidaje liniare (2 șine, 4 cărucioare cu bile), montate pe o coloană robustă. Mișcarea se face prin șurub cu bile rectificat și servomotor.
Ghidare Pânză: Pe roți robuste din fontă. Include WRS (Întărirea Montajului Roților) pentru minimizarea sarcinii și rulmenți conici.
Poziția Cadrului: Evaluată cu un encoder rotativ absolut (nu necesită referențiere la pornire).
Menghină Principală: Mișcarea bacurilor pe ghidaje liniare cu cilindru hidraulic cu cursă lungă (asigură strângerea materialelor foarte mici). Există opțiunea de falcă cu ridicare scurtă (avans fără contact al materialului curbat).
Presiune Menghină: Reglabilă cu valvă de control și indicare pe manometru.
Mișcarea Alimentatorului (Feeder): Pe ghidaje liniare, șurub cu bile și servo-acționare. Operatorul alege manual una dintre cele 5 viteze.
Poziționare Alimentator: Precisă, automată, controlată de invertorul de frecvență SIEMENS.
Indicare Material: Senzor optic în alimentator detectează prezența materialului.
Menghină Alimentator: Cu falcă cu cursă lungă și falcă cu cursă scurtă (pentru avans fără contact al materialelor strâmbe).
Avansuri Multiple: Permite modurile NORMAL (avans între zero și lungimea specificată) și INCREMENTAL (avans treptat în tăietură). De asemenea, modurile de mișcare CONTINUĂ și PAS CU PAS.
Modul CMU: Deschide zona de tăiere pe partea de alimentare pentru deplasarea fără contact a pânzei în poziția superioară (utilizat cu benzi de carbură).
Acționare Pânză: Cutie de viteze cu roți conice, motor asincron și variator de frecvență, cu răcire externă.
Ghidare Pânză Bandă: Cu plăcuțe din carbură, rulmenți și roți din fontă. Înclinarea pânzei de 7 grade (performanțe superioare la profile și manunchiuri).
Tensionare Pânză:Hidraulică standard (doi cilindri hidraulici) cu indicare automată prin senzor de presiune.
Curățare Pânză: Perie de curățare acționată de electromotor (nu pasivă).
Răcire: Sistem cu emulsie de tăiere (pe ghidaje și în zona de tăiere cu LocLine).
Batiu: Robust, cu tavă pentru așchii, proiectat pentru manipulare cu macara.
Unitate hidraulică situată în afara bazei (răcire și acces mai bune).
Pistol de îndepărtare a așchiilor și iluminare a spațiului de lucru.
Ciclul de Lucru Automat
După pornirea mașinii, menghinele se strâng automat, tăierea se realizează la viteza setată. La terminarea tăierii, brațul de tăiere se ridică automat la poziția superioară reglată și menghinele se deschid. Materialul este deplasat de dispozitivul de avans (în regim periodic sau consecutiv). Menghina principală fixează materialul, iar menghina alimentatorului rămâne închisă, repetând ciclul. Operatorul doar încarcă și îndepărtează materialul tăiat.
Capacități de Tăiere (0°)
mm
0°
45°
60°
-45°
-60°
440
x
x
x
x
440
x
x
x
x
460x400
x
x
x
x
460x400
Limite de Lucru
Cea mai mică lungime de tăiere
mm
10
Cel mai mic diametru de tăiere
mm
10
Cel mai mic rest de material la o tăiere
mm
30
Cel mai mic rest de material în ciclu automat
mm
200
Pasul minim de avans al materialului
mm
3
Pasul maxim de avans al materialului
mm
715
Lungimea maximă la avans multiplu
mm
19999
Caracteristici Tehnice
CARACTERISTICI TEHNICE
Dimensiunea pânzei bandă
mm
5360x34x1,1
Viteza de tăiere, reglare continuă
m/min
15-150
Acționarea pânzei bandă
kW
7,5
Înclinarea pânzei bandă
°
7
Puterea agregatului hidraulic
kW
0,75
Puterea pompei de răcire cu emulsie
kW
0,12
Puterea motorului acționării periei de curățare
kW
0,12
Puterea motorului acționării extractorului de șpan
kW
0,25
Puterea motorului de răcire a acționării pânzei
kW
0,06
Puterea motorului acționării șurubului cu bile
kW
0,5
Puterea motorului de avans
kW
1,5
Puterea circuitului de comandă
kW
0,5
Puterea de intrare Ps
kW
12,1
Alimentarea electrică
3x400V, 50 Hz, TN-S
Comandă
COMANDĂ
Avansul brațului de tăiere
Motor electric și șurub cu bile
Avansul materialului
Motor electric și șurub cu bile
Strângerea materialului
Hidraulică
Tensionarea pânzei bandă
Hidraulică
Curățarea pânzei bandă
Perie acționată de motor electric
Răcirea
Cu jet de lichid pe ghidaje și furtun flexibil LocLine
Fierastrau cu panza banda 440 CALIBER X-CNC, PEGAS-GONDA, ciclu automat sau semiautomat, fierastrau cu sistem ATB, mod bimetal si carbide - Recomandarea Vigra