

Fierastrau automat cu banda 300x300 HerKules X-CNC, Pegas Gonda, doua coloane, dispozitiv avans material, pentru taieri verticale, inclusiv pentru oteluri inoxidabile si de scule
Descriere
Fierastrau automat cu panza banda, doua coloane de mare productivitate, dispozitiv de avans al materialului si actionari hidraulice.
Masina este destinata taierilor verticale in productia de serie. Datorita constructiei robuste masina poate taia o gama larga de materiale, inclusiv oteluri inoxidabile si oteluri de scule, profile sau materiale pline.
Sistemul de control:
- Masina este echipata cu sistem automat programabil PLC SIEMENS SIMATIC S7-1200. Actionarea panzei banda, deplasarea bratului de taiere si a dispozitivului/menghinei de avans sunt controlate complet si actionate cu ajutorul tehnologiei SIEMENS.
- Displayul color tactil – HMI SIEMENS TP 700 COMFORT permite comunicarea ușoară cu operatorul.
- Masina permite lucrul in două moduri:
- CICLUL SEMIAUTOMAT: Mașina taie materialul imediat într-un mod semiautomat. Operatorul folosește dispozitivul/menghina de avans a mașinii pentru manipularea cu materialul și pentru avansul exact al materialului în zona de tăiere. Mișcarea alimentatorului se realizează prin actionarea unor butoane manuale sau prin funcția GOTO. După pornirea funcției GOTO, operatorul setează poziția dispozitivului de avans, apasă butonul START și dispozitivul de avans se deplaseaza în poziția setată.
- CICLUL AUTOMAT: dispozitivul de avans executa avansul materialului conform programului setat. Operatorul stabilește programul de tăiere, mașina execută aceste programe, este posibila editarea a 1000 de programe diferite. O parte dintr-un program reprezinta o setare completă a tăierii: viteza panzei banda, viteza de avans de taiere, setarea pentru reglare automată, reglarea înălțimii materialului de tăiat, stabilirea lungimii materialului și numărul de bucăți. Lungimea și numărul de bucăți se pot seta în 20 de linii de program, mașina face avansul materialului în mod automat la diferitele lungimi stabilite. Sistemul de control arată fezabilitatea tăierii prin desene.
- Sunt doua regimuri de baza de reglare automata a sistemului (ASR): ARP si RZP.
- RZP: Sistemul permite setarea vitezei optime de avans (mișcare de avans de tăiere) in functie de pozitia panzei banda fata de material. Reglarea avansului de taiere se face de la inceputul si pana la sfarsitul taierii. Este potrivit pentru panze banda cu carbura.
- ARP: Sistem de reglare automată a vitezei de avans de tăiere în funcție de rezistența la tăiere a materialului sau de uzura panzei banda.
- Sistemul oferă două moduri de bază ale ARP: BIMETAL și CARBIDE.
- Modul BIMETAL este potrivit pentru optimizarea avansului de tăiere la tăierea profilelor cu panze banda bimetal. Avansul de tăiere este mai mare dacă panza banda taie părțile laterale ale profilului. Pe măsură ce panza banda ajunge la materialul plin, sistemul reduce în mod automat avansul de tăiere, astfel încât golul dintre dinții panzei banda să nu fie umplut.
- Modul CARBIDE este potrivit pentru taierea materialelor pline. Daca panza banda este solicitata excesiv, se reduce avansul de taiere cu 50% si taierea se continua cu acest avans.
- Panoul de comandă este amplasat pe aparatoarea roții de intindere a panzei banda. Este echipat cu buton de siguranță, alte butoanele sunt pentru pornirea și oprirea mașinii și alte setări.
- Avansul de taiere este reglat de o electrovalva hidraulică, actionata de servomotor, care permite o viteză de avans foarte precisă. Operatorul stabilește în programul avansul de taiere necesar (mm/min) și mașina va face reglarea avansului. În acest fel nu există factori externi care să influențeze avansul de tăiere, cum ar fi temperatura (viscozitatea) uleiului hidraulic.
- Modul de siguranță cu autodiagnosticare.
Constructie:
- Masina este proiectată astfel încât să corespundă condițiilor extreme din activitatea de productie. Constructia solida a masinii, inclusiv a menghinei, permite folosirea cu eficienta maxima a panzelor banda bimetalice.
- Bratul solid al masinii este in constructie sudata si asigura o taiere de precizie.
- Bratul masinii se deplaseaza pe coloane cu ajutorul a patru ghidaje liniare de mare capacitate. Bratul masinii este actionat de doi cilindri hidraulici.
- Rotile de ghidare si intindere a panzei banda sunt din otel turnat.
- Poziția superioară se seteaza automat folosindu-se sistemul Pegas DPP (o bara care se află în apropierea danturii panzei banda: bara T, ghidaj liniar, microîntrerupător, șurub de reglare) sau se utilizeaza senzorului incremental pentru măsurarea unei poziții deasupra materialului. Poziția de tăiere superioară a cadrului este detectată automat utilizând sistemul de control după setarea parametrilor de mărime a materialului tăiat.
- Poziția inferioară se regleaza cu ajutorul opritorului de reglare și a microîntrerupătorului. După ce brațul atinge poziția inferioară se trece automat în poziția superioară.
- Bacurile menghinei principale prind materialul atat in fata cat si in spatele sectiunii de taiere. Bacurile permit o strangere sigura. Deplasarea spanului este optimizata prin bacurile fixe si aschiile sunt dirijate direct spre extractorul de span.
- Bacurile menghinei de avans se deplaseaza pe 2 ghidaje liniare, fiind actionate de un cilindru hidraulic. Un bac are cursa lunga (deplasare cu ajutorul unui cilindru hidraulic cu cursa mare), alt bac este fix.
- Exista o valva de reglare a presiunii hidraulice a menghinei
- Menghina de avans masiva cu pas de avans de 500 mm actionata de cilindru hidraulic si ghidata pe bare de otel rectificate si cu bucse de teflon
- Encoder incremental liniar pentru citirea pozitiei menghinei de avans. Exista functia GTO (deplasare la pozitie). Menghina de avans poate face avansuri multiple.
- Indicarea existentei materialului din alimentator: senzor optic - observă că există un material în alimentator. Dacă nu există material în alimentator, semnalul se reflectă din sticla care se află pe falca mobilă și se întoarce la senzor. Mașina oprește alimentarea și așteaptă o altă bară.
- Există un conveior cu role care susține materialul pe toată lungimea alimentatorului.
- Menghina de prindere a alimentatorului este robusta din oțel sudat. Fălcile asigură o strângere sigură a materialului.
- Zona de tăiere este deschisa automat in partea dispozitivului de alimentare, se extinde durata de viață a panzei banda când brațul se mișcă în poziția de sus.
- Ghidajele reglabile ale panzei banda au placute din carburi metalice si role cu rulmenti pentru ghidarea panzei banda la partea superioara.
- Suporturile ghidajelor sunt conectate la bacurile menghinei si nu este necesara reglarea lor manuala. Suporturile ghidajelor se deplaseaza pe ghidaje liniare.
- Panza banda este echipată cu un aparatoare de protecție, care protejează operatorul de aschii și emulsia de tăiere.
- Intinderea panzei banda este hidraulica.
- Intinderea panzei banda este indicata automat.
- Peria de curatare a panzei banda este actionata de un electromotor si asigura o curatare perfecta.
- Actionarea panzei banda se realizeaza cu un reductor melcat, motor trifazat si cu variator de frecventa pentru reglarea continua a vitezei panzei banda. Motorul are termoprotectie de suprasarcina.
- Sistemul de racire dirijeaza emulsia de racire pe ghidajele panzei banda si direct in sectiunea de taiere.
- Batiul solid al masinii are incorporat un extractor si un container de span. Batiul este conceput pentru ridicarea masinii cu motostivuitor sau macara.
- Exista un indicator pentru confirmarea intinderii panzei banda si pentru avertizarea in cazul cand aparatoarea panzei banda este deschisa.
- Curentul de comanda este de joasa tensiune, 24 V.
- Mașina este echipată cu sistem hidraulic care controlează toate funcțiile mașinii, avansul de taiere a brațului, ridicarea brațului, deschiderea și închiderea menghinelor si deplasarea alimentatorului.
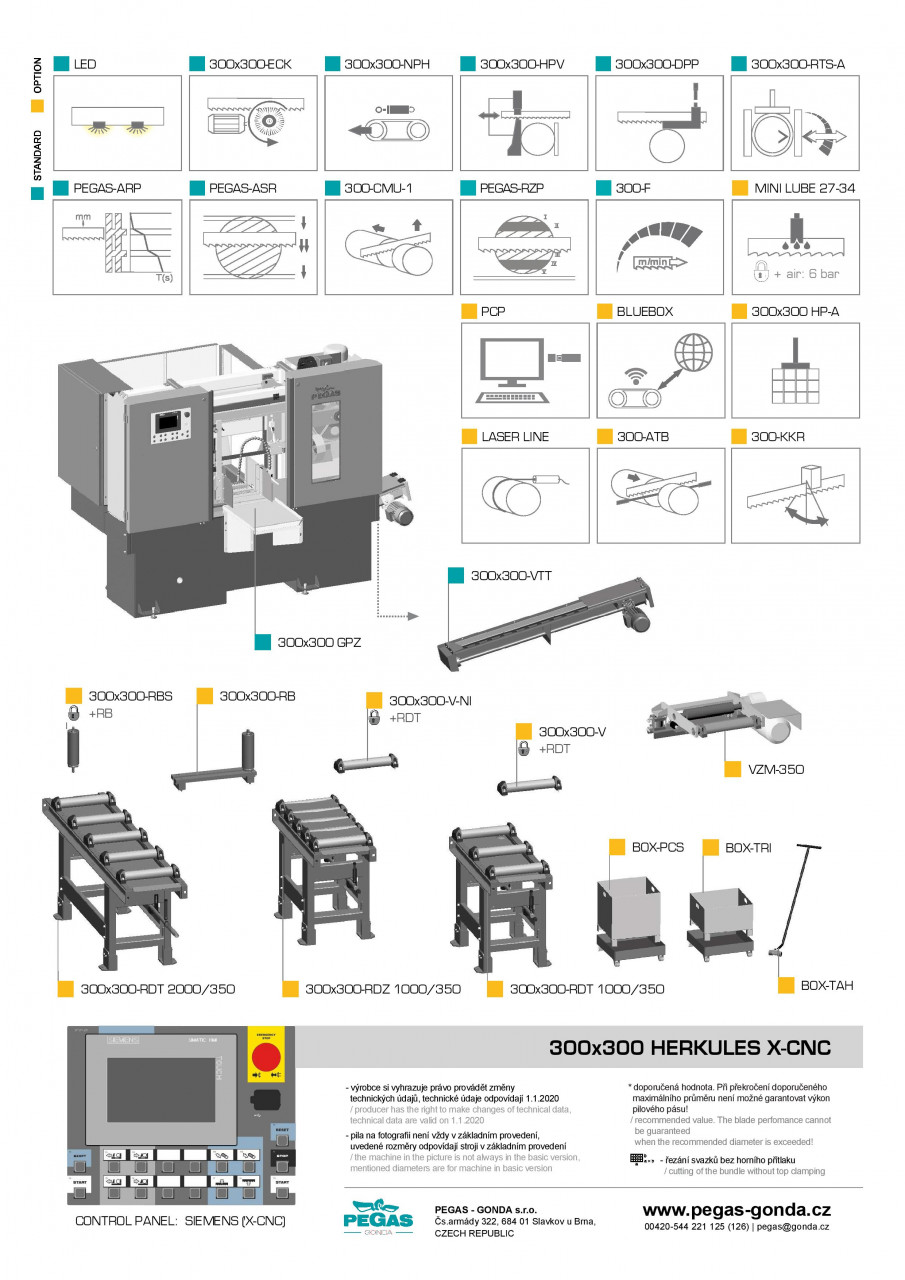
Echiparea de baza a masinii:
- SIEMENS HMI 7": Sistem de comanda SIEMENS cu display de 7"
- 300-F: Motor cu variator de frecventa pentru reglarea continua a vitezei panzei banda
- 300x300-NPH: Tensionarea hidraulica a panzei banda
- LED: Lampa pentru iluminarea zonei de lucru
- 300x300-ECK: Perie de curatare a panzei banda actionata de motor electric
- 300x300-HPV: Deplasarea bratelor ghidajelor panzei banda odata cu deplasarea bacurilor menghinei
- 300x300-DPP: Oprirea automata a bratului in pozitia superioara dupa terminarea taierii
- PEGAS ARP+ASR+RZP: Sistem pentru reglarea automata a parametrilor de taiere in functie de rezistenta materialului si de uzura panzei banda. ASR = Reglarea automata a taierii, in conformitate cu parametrii setati. Reglarea se face la inceputul si sfarsitul taierii. Este recomandata pentru taierea cu banza banda cu carbura. Actionarea se face cu servomotor
- 300x300-RTS-A: Reglarea fortei de strangere a menghinei prin instalatia hidraulica si cu indicarea fortei pe un manometru, Set de 2 buc. pentru ambele menghine
- 300x300-VTT: Extractor melcat de span, recomandat pentru otel inoxidabil si pentru functionare continua. Include BOX TRI – container de span, emulsia se scurge în rezervor impermeabil
- 300x300-GPZ: Tava pentru piesele taiate
- 300-CMU-1: Deschiderea zonei de taiere dinspre partea menghinei de avans. Fara contactul panzei banda cu materialul, deplasand panza banda in pozitia superioara
- panza banda
- set de scule
- manual de instructiuni
Ciclul de lucru: dupa pornirea masinii, menghinele se strang automat, taierea se realizeaza cu viteza de taiere setata, la terminarea taierii microintrerupatorul pozitiei inferioare a bratului este activat, bratul de taiere se ridica la pozitia superioara si menghinele se deschid automat. Materialul este deplasat de dispozitivul de avans in regim periodic (dispozitivul de avans se deplaseaza de la pozitia de zero la pozitia setata de avans) sau in regim consecutiv (dispozitivul de avans se deplaseaza la pozitie) si strange materialul si avanseaza in pozitia de taiere consecutiv. Menghina principala fixează materialul, menghina alimentatorului este încă închisa și întreaga procedură se repetă. Operatorul încarcă numai materialul și îndepărtează materialul tăiat. Este posibilă reglarea avansului de tăiere a brațului și a vitezei panzei banda în timpul tăierii.
Capacitati de taiere
| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
300 | x | x | x | x | x | x |
 |
250* | x | x | x | x | x | x |
 |
300x300 | x | x | x | x | 300x320 | x |
* Valori recomandate. Recomandările producătorilor de panza bandă trebuie urmate atunci când alegeți să tăiați materiale pline, dimensiunile acestora fiind limitate de dimensiunea disponibilă a dinților pentru tipul specific al benzii.
Caracteristici tehnice
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 3,0 | 20/100 | 4520x34x1,1 | 1420 |
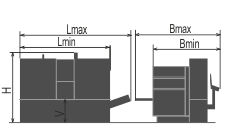
Dimensiunile si greutatea masinii
| Lmin | Lmax | Bmin | Bmax | Hmin | Hmax | V |
|---|---|---|---|---|---|---|
| 2230 | 2230 | 1450 | 1450 | 800 |
Detalii
Fierastrau automat cu banda 300x300 HerKules X-CNC, Pegas Gonda, doua coloane, dispozitiv avans material, pentru taieri verticale, inclusiv pentru oteluri inoxidabile si de scule - Recomandarea Vigra
Produse recomandate
-
Fierastrau cu banda 440 HORIZONT SHI, Pegas Gonda, semiautomat, doua coloane, actionare hidraulica
230.954,43 RON 249.162,39 RON