9%




Fierastrau cu banda, Thor 4, PEGAS-GONDA, 2 coloane, constructie extrem de robusta, pentru taierea materialelor dure sau foarte dure
525.490,86 RON
(TVA inclus)
578.040,57 RON
Costurile de livrare nu sunt incluse
Descriere
Fierăstrău cu bandă PEGAS-GONDA Thor 4
Fierăstrău automat cu pânză bandă cu două coloane, de mare productivitate, cu dispozitiv de avans al materialului (avansuri multiple).
Proiectat pentru tăierea performantă a materialelor foarte dure și dure (oțel, metale neferoase și ușoare).
Construcție extrem de robustă, optimizată pentru rigiditate maximă și vibrații minime. Deplasarea brațului și a dispozitivului de avans se face cu șuruburi cu bile rectificate.
Conceptul FCV (Feeder-Cut-Main Vice): Permite tăierea materialului în ciclu automat cu cel mai scurt capăt posibil, eliminând necesitatea tăierii manuale a capetelor.
Sistemul de Control
- Echipat cu automat programabil PLC SIEMENS SIMATIC S7-1200 și Display color tactil HMI SIEMENS TP 700 COMFORT.
- Două moduri de lucru:
- SEMI-AUTOMAT: Tăiere imediată. Operatorul folosește menghina de avans (manual sau cu funcția GTO - Go To Position) pentru avansul materialului.
- AUTOMAT: Alimentatorul execută avansul conform programului setat. Permite editarea a 1000 de programe, cu 20 de linii de setări pentru lungime/număr de bucăți.
- Sistemul ATB (Automatic Transport of Bar) transportă bara exact în zona de tăiere, minimizând deșeurile.
- Reglarea avansului de tăiere: Se realizează cu servomotor și șurub cu bile, asigurând o viteză de alimentare foarte precisă (setare în mm/min).
- Sistem de reglare automată ASR (ARP și RZP):
- RZP (Reglarea Zonelor de Tăiere): Setează avansul și viteza pânzei în 5 zone (Moduri: **DEFENSIV** și **OFENSIV**).
- ARP (Reglarea Automată a Avansului): Ajustează avansul în funcție de rezistență/uzură. Moduri: **BIMETAL** (pentru profile) și **CARBIDE** (pentru plin).
- KKR (Verificarea Perpendicularității Tăieturii): Măsoară poziția verticală a pânzei și reglează automat avansul pentru a menține precizia.
Construcție și Mecanică
- Cadrul și coloanele pot fi umplute cu beton polimeric (echipare opțională/de bază - vezi mai jos) pentru absorbția vibrațiilor.
- Brațul de tăiere se deplasează pe ghidaje liniare cu 3 șine și 6 cărucioare cu bile. Mișcarea se face cu șurub cu bile rectificat și servomotor.
- Menghina principală și cea de avans: construcție sudată robustă, cu fălci din carbură. Ambele folosesc ghidaje liniare și au câte o falcă cu cursă scurtă pentru alimentare fără contact a materialelor strâmbe.
- Menghinele au valve de reglare hidraulică a presiunii.
- Mișcarea alimentatorului: realizată pe ghidaje liniare, cu șurub cu bile și servo-acționare, cu setarea automată a poziției și a accelerării/încetinirii.
- Ghidaje hidraulice pentru pânză bandă (TH4-BGT): asigură mișcare fără joc și schimbare ușoară.
- Tensionarea pânzei bandă este hidraulică, cu indicare automată pe ecran a tensiunii corecte.
- Include Extractor melcat de șpan (șurub fără bară centrală).
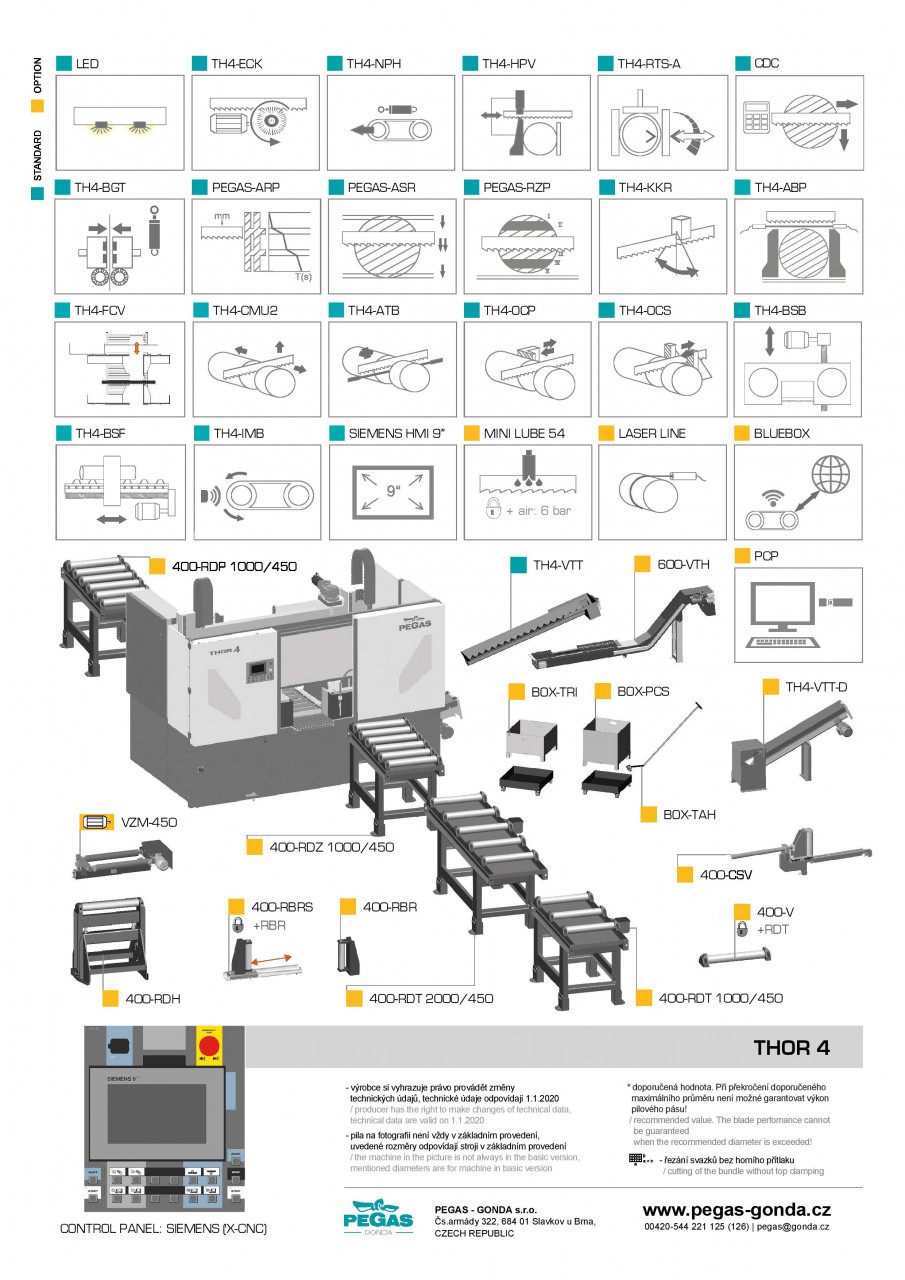
Echiparea de Bază (selecție)
- SIEMENS HMI 9" și LED pentru iluminare.
- TH4-NPH: Tensionarea hidraulică a pânzei bandă.
- TH4-VTT: Extractor melcat de șpan (cu container BOX TRI).
- PEGAS ARP+ASR+RZP: Sistem complet de reglare automată a parametrilor de tăiere.
- TH4-RTS-A: Reglarea forței de strangere a menghinelor (2 buc).
- TH4-ATB & TH4-FCV: Avansul automat al materialului cu pierderi minime.
- CDC (Cutting Data Computer): Biblioteca cu parametri de tăiere automată (operatorul setează doar calitatea și dimensiunea materialului).
Capacități de Tăiere (0°)
| mm | 0° | 45° | 60° | -45° | -60° |  |
 |
|---|---|---|---|---|---|---|---|
 |
450 | x | x | x | x | x | x |
 |
450 | x | x | x | x | x | x |
 |
450x450 | x | x | x | x | 450x300 | x |
Caracteristici Tehnice
 |
 |
 |
 |
 |
|---|---|---|---|---|
| 3x400V | 9,0 kW | 15-150 m/min | 6380x54x1,1 mm | 6100 kg |
Dimensiuni și Înălțimea Mesei (mm/kg)
| L min | L max | B min | B max | H min | H max | V (Înălțime Masă) |
|---|---|---|---|---|---|---|
| 3300 | 3300 | 2100 | 2100 | 2340 | 2340 | 800 |
Detalii
Fierastrau cu banda, Thor 4, PEGAS-GONDA, 2 coloane, constructie extrem de robusta, pentru taierea materialelor dure sau foarte dure - Recomandarea Vigra
Produse recomandate
-
Fierastrau cu banda Thor 5, PEGAS GONDA, 2 coloane, avansuri multiple, pentru materiale dure si foarte dure
600.560,98 RON 660.619,60 RON -
Fierastrau cu banda 440 HORIZONT SHI, Pegas Gonda, semiautomat, doua coloane, actionare hidraulica
232.441,86 RON 255.687,31 RON -
Fierastrau cu banda 340 CALIBER A-CNC, Pegas Gonda, automat, doua coloane
168.215,83 RON 185.036,79 RON